 Perfect Water Soluble Amino Acid Bio Fertilizer Raw Material
Perfect Water Soluble Amino Acid Bio Fertilizer Raw Material
 High Quality Food Ingredients Gluten Wheat Vital Raw Material
High Quality Food Ingredients Gluten Wheat Vital Raw Material
 Compounds Raw Material of Beef Gelatin High Transparency
Compounds Raw Material of Beef Gelatin High Transparency
 Cosmetic Grade Skin Care Raw Materials Vitamin a Palmitate CAS No. 68-26-8
Cosmetic Grade Skin Care Raw Materials Vitamin a Palmitate CAS No. 68-26-8
 High Purity Amino Acid Feed Grade Raw Material L-Isoleucine CAS 73-32-5
High Purity Amino Acid Feed Grade Raw Material L-Isoleucine CAS 73-32-5
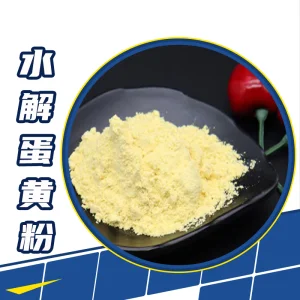 Hydrolyzed Egg Yolk Powder Food Grade Natural Raw Material for Nutrition Fortification
Hydrolyzed Egg Yolk Powder Food Grade Natural Raw Material for Nutrition Fortification
 Black Soldier Fly Powder Feed Grade Raw Material for Feed Mills Poultry
Black Soldier Fly Powder Feed Grade Raw Material for Feed Mills Poultry
 CAS 107-35-7 Food Grade Nutrition Enhancer Energy Drink Raw Material 99%Min Taurine
CAS 107-35-7 Food Grade Nutrition Enhancer Energy Drink Raw Material 99%Min Taurine
Hangzhou SehatiCore Supplement Co., Ltd. is a professional manufacturer and global supplier specializing in functional cosmetic raw materials and natural skincare active ingredients. The company is dedicated to the research, development, production, and distribution of high-quality raw materials used in modern cosmetic formulations, nutricosmetics, and personal care products.
Years Experience
Global Regions
Certified Quality
Safe & Natural
With a strong focus on innovation and green chemistry, SehatiCore provides a wide range of solutions including plant-based extracts, botanical actives, moisturizing and anti-aging compounds, whitening and brightening ingredients, and skin-repair functional materials. These ingredients are widely applied in serums, creams, lotions, masks, and advanced skincare formulations designed for sensitive, aging, and problem-prone skin.
Hangzhou SehatiCore Supplement Co., Ltd. emphasizes safety, efficacy, and sustainability. All raw materials are developed under strict quality control systems and comply with international standards such as ISO, GMP, and relevant cosmetic regulatory requirements. The company also supports OEM and ODM customization to meet the specific formulation needs of global cosmetic brands and contract manufacturers.
The global market for protein and amino acid nutritional raw materials is currently experiencing a transformative era. As health consciousness increases across both developed and emerging economies, the demand for high-purity ingredients such as Whey Protein Isolate (WPI), Sodium Caseinate, and branched-chain amino acids (BCAAs) like L-Isoleucine has surged. Recent industry data suggests that the global protein ingredient market is projected to grow at a CAGR of over 6% through 2030, driven by the expanding sectors of sports nutrition, clinical nutrition, and the burgeoning plant-based alternative market.
Manufacturers and factories are now pivoting towards "Functional Nutrition"—where a raw material doesn't just provide a building block for muscle but also offers specific biological benefits, such as improved gut health (Casein-derived peptides) or cognitive support (Taurine and specialized amino acids).
The "Clean Label" movement is no longer a niche trend; it is an industrial standard. Factories are under pressure to provide traceable, non-GMO, and sustainable raw materials. We are seeing:
Utilizing advanced biotechnology to produce high-purity amino acids like L-Isoleucine without the heavy environmental footprint of traditional chemical synthesis.
A massive shift towards Rice Husk powder, Ginkgo Biloba residues, and Wheat Gluten as sustainable alternatives to animal proteins in food and biodegradable plastics.
The rise of Black Soldier Fly Powder as a highly efficient, protein-rich feed grade material that supports a circular economy in poultry and aquaculture.
Global enterprises in the pharmaceutical, nutraceutical, and cosmetic sectors are seeking more than just a low price. Today’s procurement managers prioritize:
The versatility of our raw materials allows them to be integrated into diverse localized markets:
Utilizing Vitamin A Palmitate and botanical actives for "Clean Beauty" formulations aimed at anti-aging and skin repair for sensitive skin.
Implementing Betaine Hydrochloride and Black Soldier Fly Powder to improve feed conversion ratios in shrimp and tilapia farming.
Integrating WPI 90% Whey Protein and Taurine into high-performance energy drinks and recovery supplements for professional athletes.
As a premier manufacturer based in Hangzhou, China, SehatiCore bridges the gap between high-end biotechnology and cost-efficient industrial production.
By integrating biotechnology with natural ingredient sourcing, SehatiCore continuously develops innovative active compounds that enhance skin health, improve product performance, and support clean beauty trends. Our geographic location in the heart of China’s tech hub allows us access to world-class logistics and top-tier scientific talent.
With a growing international presence across Asia, Europe, and North America, the company is committed to becoming a trusted global partner in the functional cosmetic raw materials industry, empowering brands with safe, effective, and science-driven ingredient solutions for next-generation skincare development.






 Gold Standard Wpi 90% Separated Whey Protein Raw Material
Gold Standard Wpi 90% Separated Whey Protein Raw Material
 Rice Husk Powder, Ginkgo Biloba Leaf Residue, Biodegradable Bioplastics Raw Materials on Sale
Rice Husk Powder, Ginkgo Biloba Leaf Residue, Biodegradable Bioplastics Raw Materials on Sale
 Betaine Hydrochloride/Raw Material for Animal Feed
Betaine Hydrochloride/Raw Material for Animal Feed
 Enzymatic Hydrolyzed Beef Protein Functional Raw Material for Food Feed
Enzymatic Hydrolyzed Beef Protein Functional Raw Material for Food Feed
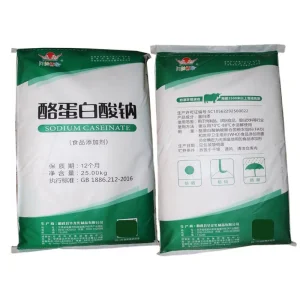 Supply Baking Drink Raw Material Pure 99% Sodium Caseinate CAS 9005-46-3
Supply Baking Drink Raw Material Pure 99% Sodium Caseinate CAS 9005-46-3
 Lactase Casein Food-Grade Thickening, Emulsifying and Stabilizing Agent Special Raw Material for Dairy Products, Baked Goods and Meat Products
Lactase Casein Food-Grade Thickening, Emulsifying and Stabilizing Agent Special Raw Material for Dairy Products, Baked Goods and Meat Products
 High Purity Amino Acid Food Grade Raw Material L Isoleucine CAS No: 73-32-5
High Purity Amino Acid Food Grade Raw Material L Isoleucine CAS No: 73-32-5
 High Quality Fermented Soybean Meal Animal Feed Raw Materials with High Protein Good Standard Low Price
High Quality Fermented Soybean Meal Animal Feed Raw Materials with High Protein Good Standard Low Price