1 / 5
Hotselling High Quality Premix Vitamin Mineral for Beverage
Providing essential nutrients for various food and beverage applications through advanced fortification technology.
| Vitamin Premix | Vitamin B Premix | Minerals Premix | VA\VD3 Premix | Capsules Vitamin Premix |
| Dietary Supplement Vitamin Premix | Vitamin Gummies Premix | Tablet Vitamin Premix | Noodle Vitamin Premix | Fortified Rice Vitamin Premix |
| Beverage Vitamin Premix | Candy Vitamin Premix | Sport Nutrition Food Premix | Energy Drinks Vitamin Premix | Mineral Beverages Premix |
| Infant Formula Vitamin Premix | Sprinkling Agent Premix | Special Medical Formula Premix | Biscuit Vitamin Premix | Fortified Cooking Oil Premix |
| Fortified Flour Vitamin Premix | Fortified Yogurt Premix | Fortified Milk | Fortified Water Vitamin Premix | Jelly Vitamin Premix |
| Protein Powder Premix | Hair Growth Nutrients Premix | Probiotics Powder OEM/ODM | Vitamin Soft Capsules | Vitamin Hard Capsules |
Vitamins include A, B group, C, D, E, K, and folic acid. Key benefits include:


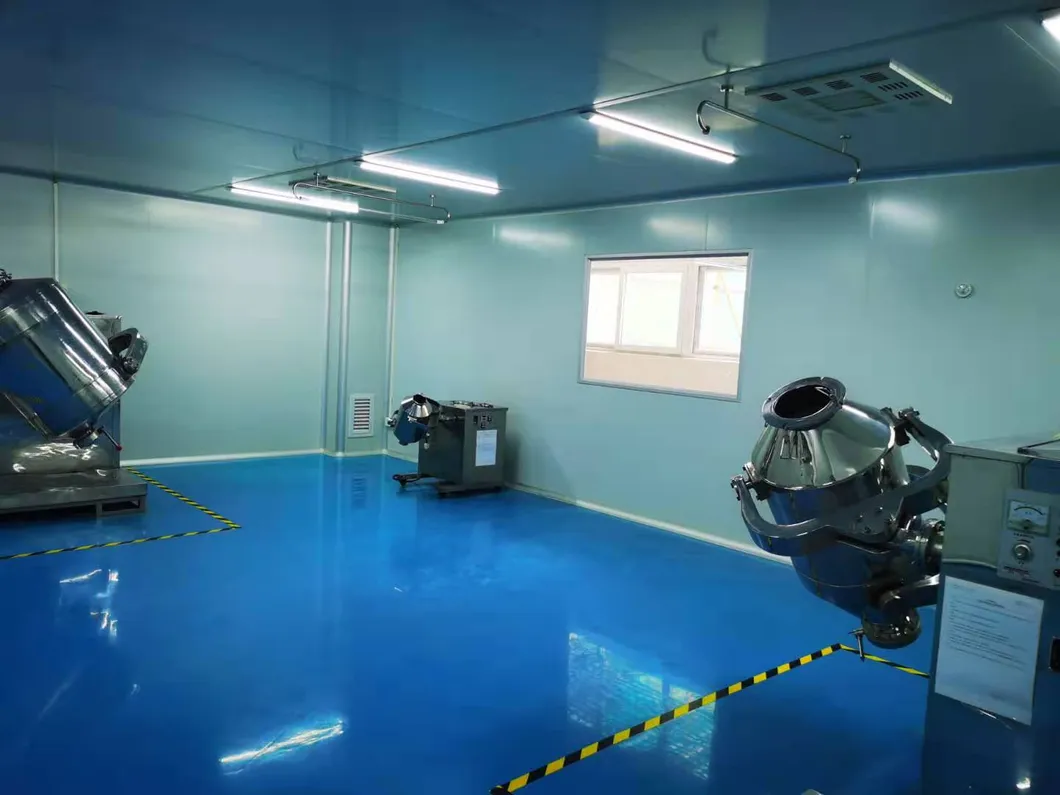
Our production facilities include 100,000 level clean workshops that meet strict GMP certifications. We utilize intelligent automatic weighing and feeding systems to ensure unmanned operation and extreme accuracy (up to 0.01 grams) for nutrient premixes.